




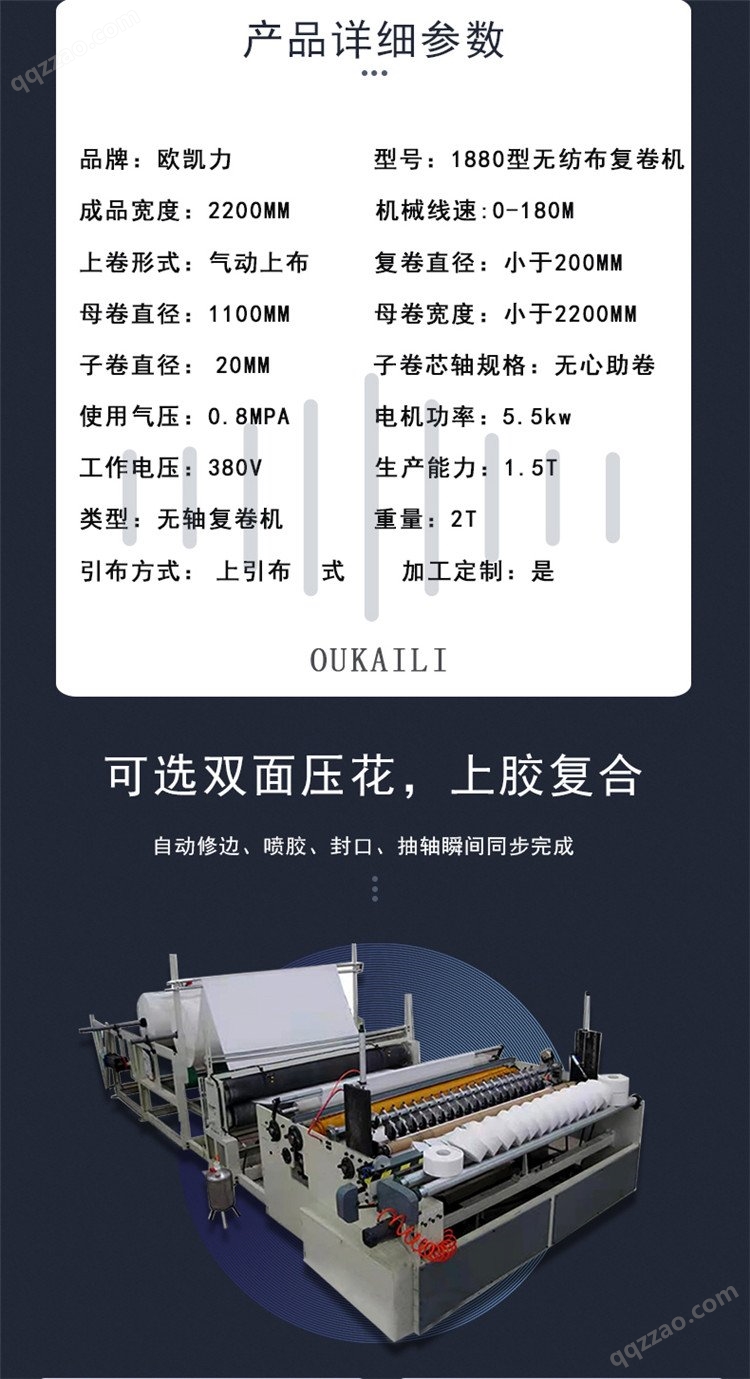
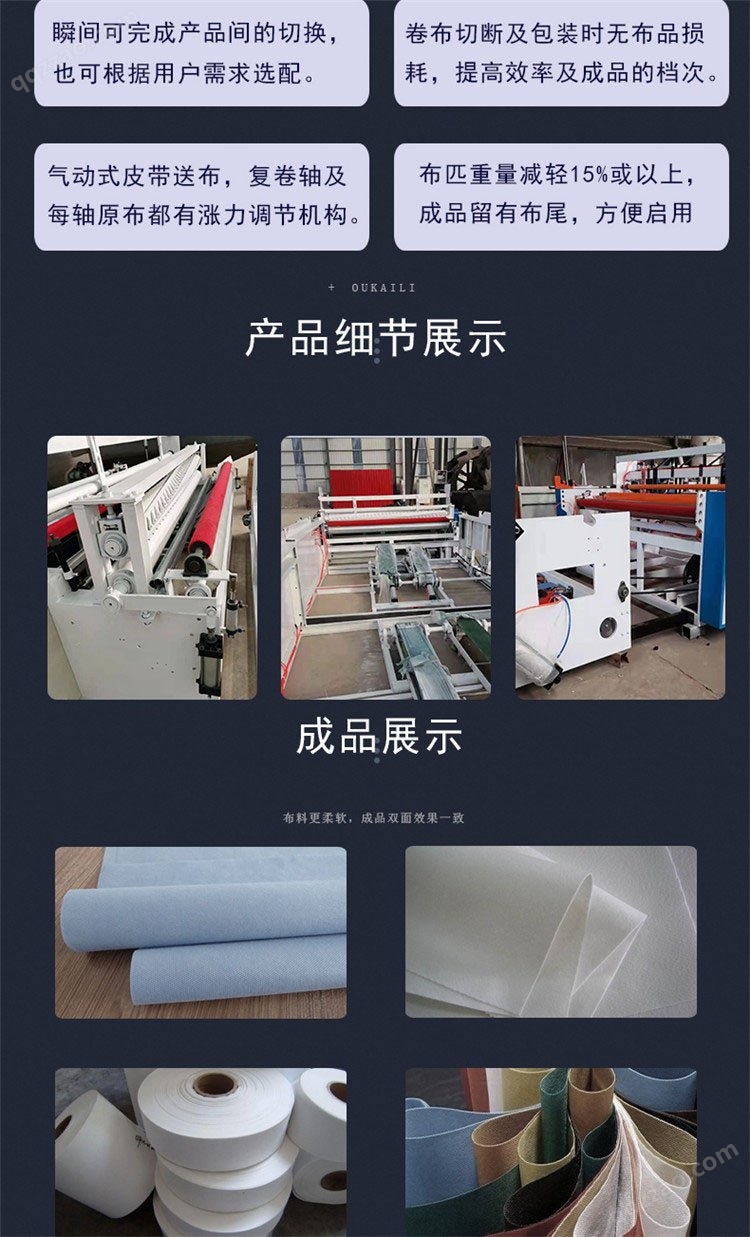
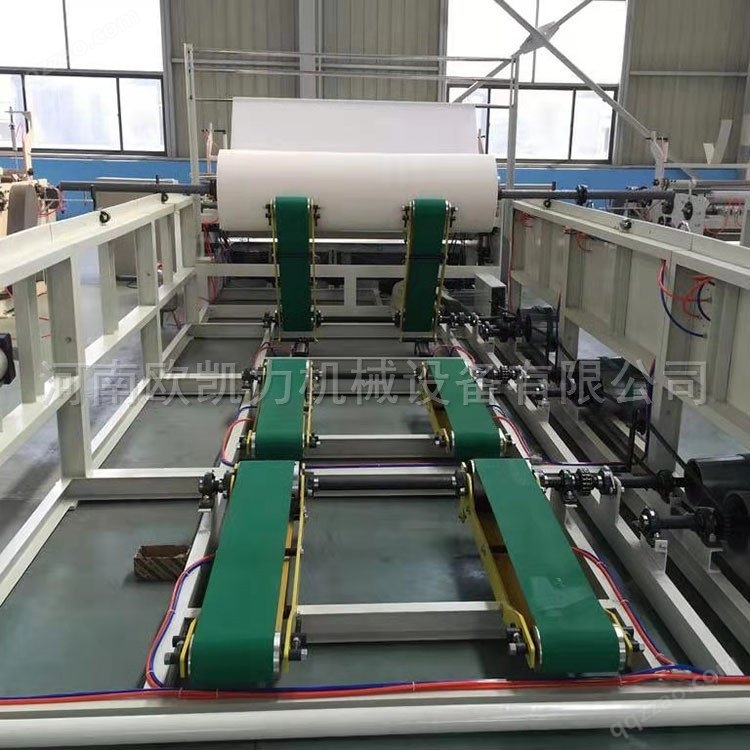
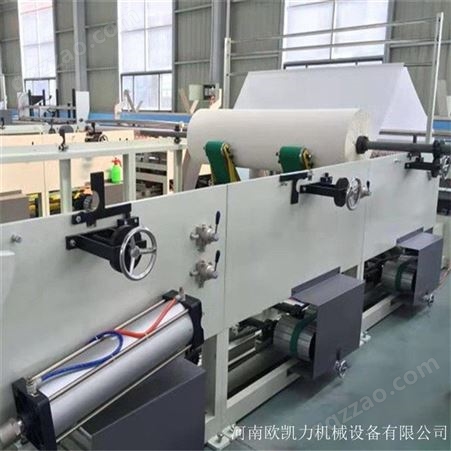
河南歐凱力機械設備有限公司主營:機械加工及銷售


使用復卷機時,會遇到復卷機故障。復卷機的維護如下:
1.復卷機的傳動裝置,例如齒輪鏈,需要經過一段時間的潤滑。
2.復卷機通常不會造成問題。易損件不過是小齒輪。如果添加一個,則打印刀很容易折斷。使用一年半后,毛輥將變薄。需要將其送回工廠進行維修。如果需要在鋼輥壓花裝置上更換壓花圖案,則需要將鋼輥運回原廠進行修改,而且成本不高。

復卷機在使用一段時間后,有時候會出現故障問題,出現噪音大的現象,是不是機械出現故障了,那么大家知道復卷機出現噪音大故障的原因是什么?出現故障問題,我們怎么解決這些問題?
1、復卷機噪音大首先檢查是否出現螺絲松動的現象,如果有的話就趕緊的緊緊螺絲;
2、檢查皮帶時候磨損嚴重,是否由于皮帶松動引起的噪音;
3、檢查內部齒輪,是不是齒輪磨損嚴重引起的噪音。
復卷機出現噪音大故障主要是上面介紹的這些,我們大家需要及時解決這些問題,正確方法操作使用復卷機噪音大的問題,才是我們大家都需要做的。
復卷機傳動速度的基本要素
1、復卷機穩定送布皮帶傳送原布的線速度。現復卷機送布皮帶是由三角皮帶經過無級調速輪傳動的,該種調速輪在輸出轉矩較大時,傳動的三角皮帶處于靠近調速輪外沿位置,傳動速度才會更加穩定。為了達到這樣穩定的傳動效果,可以通過逐步調整主機變速箱的速比,使收卷輥線速度變慢一些,同時調節原架各個調速手輪,使得三組傳動三角皮帶都處于無級調速輪的外沿合理位置,直至收卷輥與送布帶線速度一致。
2、復卷機調整后壓布輥壓布間隙,讓布幅自然的在送布皮帶與收卷輥之間平滑傳送。后壓布輥是布幅傳送過程的中間環節,若調整的間隙過小布幅易起皺并且下垂,間隙過大時三層布幅不合在一起易分層及斷層,影響送布幅速度及復卷質量。調整后壓布輥時應從小到大慢慢增大壓布間隙,使布幅剛好不起皺不下垂即可鎖緊定位螺釘。
3、復卷機調整打孔刀后方的弧形軸。該弧形軸作為布幅收卷前,整幅布還是舒展平滑的過渡軸。其位置的高低及工作弧度大小不僅影響布幅的平滑度,而且影響布幅傳送的穩定性。弧形軸過高時,布幅受到打孔面刀的刮碰,抖動大易斷,位置過低時,布幅刮到打孔低刀易斷層。一般調整弧形軸位置高度為讓布幅通過打孔刀時,底層高于打孔底刀5~8毫米為宜,弧形軸的工作弧度越小越好,不起皺即可。
4、復卷機調整主機變速箱的內部齒鏈和外部鏈條,使得整機的傳動更加穩定。無紡布復卷機運行時是經過自動加減速程序來控制頻繁的啟停,并且完成自動修邊封尾及換卷動作,因此對變速箱傳動速比的穩定性要求較高。通過張緊其內部齒鏈和外部鏈條可以避免鏈條的打滑及跳齒,使得速比在頻繁的加減速時更加穩定。張緊后的齒鏈上邊線用工具可以上下撥動的幅度約5~8毫米為宜。










所有評論僅代表網友意見,與本站立場無關。